
以下为工件所接触的齿数选择的参考指南,它有一个理想的最多齿数和最少齿数。
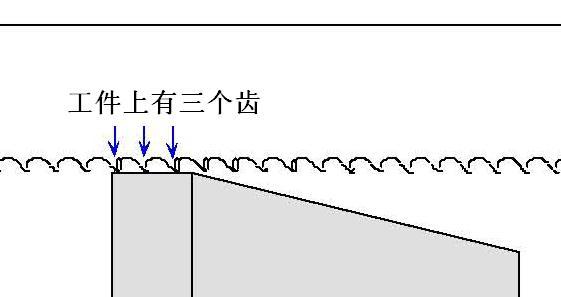
3齿原则: 任何时间与工件接触的齿数应不少于三个齿。因为可以减少每个齿的负荷,减少掉齿,减少拉齿。
24齿原则:任何时间与工件接触的齿数应不多于24个齿。因为可以减少齿槽的负荷,以及带锯的偏摆。齿槽负荷过大将造成各种各样的问题,包括齿的剥离、锯切形状弯曲、掉齿,以及锯带断裂。锯带的偏摆将造成锯切的位置变动以及弯曲,造成锯带的断裂。
选择3-24齿之间的齿数,将产生形状很好的切削以及延长锯带的寿命!
下表提供了常用齿数适用的材料最大尺寸和最小尺寸,在实际运用可以根据情况做进一步调整。
| 齿距 |
平均每英寸的齿数 (个/英寸) |
最小横截面长(mm) 3齿原则 |
最大的横截面长度(mm) 24齿原则 |
| 2/3 | 2.5 | 30.48 | 243.84 |
| 3 | 3 | 25.4 | 203.2 |
| 3/4 | 3.5 | 20.32 | 175.26 |
| 3/5 | 4 | 19.05 | 152.4 |
| 4 | 4 | 19.05 | 152.4 |
| 4/6 | 5 | 15.24 | 121.92 |
| 6 | 6 | 12.7 | 101.6 |
| 5/8 | 6.5 | 11.684 | 3.98 |
| 8 | 8 | 9.525 | 76.2 |
| 6/10 | 8 | 9.525 | 76.2 |
| 10 | 10 | 7.62 | 60.96 |
| 8/12 | 10 | 7.62 | 60.96 |
如果锯切某种特殊材料更换刀片并不那么实际,可通过增加或减少带锯的给进速度,延伸该表的使用范围。
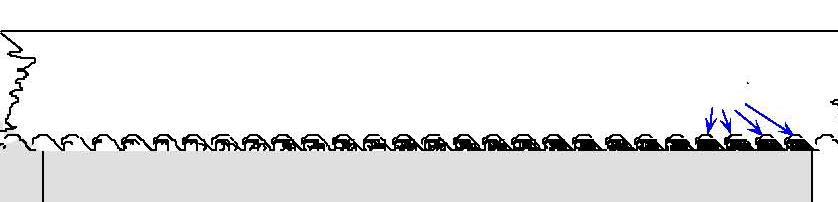
通常会出现这样一种情况,需要锯切一根很宽的金属棒,而目前在锯床上的锯条锯齿又比较小,那么按正常的方法加工将会造成锯切时间长、锯切形状改变、剥齿以及其他一系列问题。怎么办呢?我们可以让工件倾斜一定的角度以减少停留在工件上的齿数。注意工件必须夹紧以防止锯切时工件松动!
另一种情况就是如果用大齿距的锯带割很薄的钢板,因为过大的压力使锯条前进太快,那么就会拉齿而造成掉齿。 如何解决这个问题呢?我们可以减缓锯条吃进的速度,如果切屑的形状较小则压力较为适宜。



